研發創新
焊接技術
- 焊接材料及工藝
鋁、鈦合金、高強鋼、鎳基復合等先進焊接材料及焊接性 - 輕量化鋁、鈦合金作為結構減重材料在承載結構輕量化等領域應用廣泛。其焊接性能是考驗大型結構在高頻振動和高載荷條件下安全運行的關鍵。針對材料在不同應用領域的特殊需求對鋁、鈦合金材料進行微量元素調控,建立與微量元素-性能相關的材料基因庫,并對其可靠性進行驗證。
- 高強鋼、鎳基復合材料作為深海耐壓平臺、船舶制造及飛機發動機制造領域的應用材料。針對系列規格材料對抗高溫、抗沖擊、高強度等性能的需求,經過微量元素及陶瓷顆粒協同調控,獲得性能優異、焊接性能穩定的材料。
- 建立系列規格鋁、鈦合金、高強鋼、鎳基復合等先進焊接材料在不同應用環境下與性能-焊接性-焊接工藝相關的基因庫,實現材料-接頭性能-焊接工藝和方法的一體化匹配,降低材料的開發及設計成本,實現定制化的同時確保了經濟性和高效性。
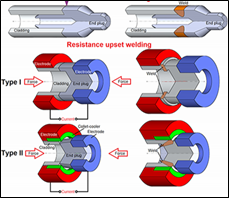
- 電弧物理及高效焊接方法
激光-電弧復合焊接熱源及應用 - 復合熱源:結合激光熱源大熔深、高能量密度的特點和電弧熱源小熔深、熔寬大的特點,突破單一熱源模式下高能耗、接頭缺陷多、熱量分布不均勻的難題開發適合同質材料和異質材料的激光-電弧復合焊接熱源,使激光和電弧在同一焊接池中產生混合效應,彌補了焊接工藝存在的缺陷,并改善了單一熱源焊接質量差的問題。
- 應用:使用開發的激光-電弧復合焊接熱源結合同質材料和異質材料焊接對熱源混合模式進行調控。針對異質材料焊接采用激光輔助電弧焊工藝,其中激光僅用于預熱將要通過電弧焊工藝焊接的基板。在該過程中,通常使用低功率激光源來增強電弧焊過程,從而獲得小熔深,低熱輸入的異質金屬可靠連接接頭。針對同質厚板材料焊接使用高功率激光束結合電弧進行深熔焊。在該焊接過程中,具有高能量密度的激光束和具有高能量效率的電弧的協同作用被用于厚板高效焊接。
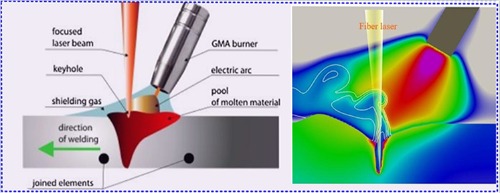
激光-電弧復合焊接示意圖及溫度分布
窄間隙、高熔化率焊接工藝
低熱輸入磁弧窄間隙焊接技術及激光-磁控焊絲擺動復合窄間隙焊接技術能夠滿足不同厚度和規格材料窄間隙在空間位置上的適應性。借助輔助磁場迫使電弧擺動,及磁控焊絲擺動結合掃描激光技術對熔池能量再分配,從而使溫度場更加均勻、降低接頭焊接應力,緩解變形,并最終實現接頭成型與性能的協同控制。
增材及3D打印技術
激光立體修復與再制造。
激光立體修復與再制造技術在航空、航天、汽車工業、模具制造、醫療器械的修復及合金設計等領域具有廣闊的應用前景。形成了包括材料、工藝、裝備和應用技術在內的完整的技術體系。針對航空航天等高技術領域對結構件高性能、輕量化、整體化、精密成形技術的迫切需求,開展了鈦合金、高溫合金、超高強度鋼和梯度材料激光立體成形工藝研究,突破結構件的輕質、高剛度、高強度、整體化成形,應力變形與冶金質量控制,成形件組織性能優化等關鍵技術。針對大型鈦合金構件的激光立體成形,解決了大型構件變形控制、幾何尺寸控制、冶金質量控制、系統裝備等方面的一系列難題。
激光立體修復技術
成形尺寸在線檢測與過程智能控制
結合物理模型和數據驅動模型相結合本開發先進的增材過程監測方法,對過程測量、信號采集、特征提取、分類和控制方法等重要方面進行了設計優化。面向數據的過程監控方法為提高制造質量和過程穩定性提供了可靠依據,為增材制造自動化和控制奠定了技術基礎。從表面狀態監測到內部缺陷和微觀組織建立關聯性,對內部缺陷即晶粒組織的在線監測成為可能,這將為實時組織控制和早期缺陷修復奠定基礎。

在線檢測與成形過程智能控制技術
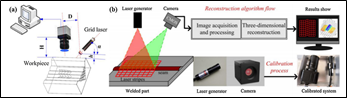
焊縫三維重構技術
鋁合金、鈦合金和高溫合金零件的組織與性能表征
擁有先進的組織和性能表征設備,如場發射掃描電鏡、透射電鏡、光鏡、100KN拉伸試驗機,沖擊試驗設備及疲勞檢測設備。結合掃描電鏡、透射電鏡對沉積試樣的織構特征、元素分布、晶界結構、第二相分布、原子尺度范圍內的相界面特征等進行觀察分析。形成對不同增材零件微觀組織表征的標準方法及步驟,實現復雜組織及納米尺度范圍內微觀組織特征的分析方法。采用性能分析設備對試樣的拉伸性能、沖擊性能、彎曲性能、抗疲勞破壞等進行表征。
掃描電鏡
低成本電弧3D打印設備
在電弧焊接設備的基礎上引入六軸機器人,結合切片軟件對機器人運動軌跡和增材路徑優化,從而設計制造了低成本的3D打印設備。該設備工作模式可選擇MIG、MAG、CMT、CMT-P、交流CMT;配備RCU5000i遙控器和VR1550-CMT送絲機,內置鈦合金、鎳基合金和硬質合金堆焊專家程序;IUNGOPNT軟件,提供多種切片算法;多種路徑規劃算法、自動規劃路徑;可動態打印路徑仿真;配備激光相機自動補償打印高度。通過工藝參數優化和軌跡協同優化獲得穩定、可靠的增材設備。


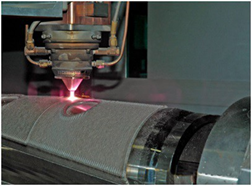
激光焊接應用
激光復合焊接,高功率工業激光應用
激光復合焊接、高功率工業激光焊接技術在汽車制造、船舶制造、高速列車及航空航天結構的焊接中得到成功應用。其中,汽車行業將激光以及激光復合焊接工藝確定為結構制造標準化工藝。尤其是千瓦級以上的大功率激光焊接技術,幾乎與激光器的開發進度相伴。使用激光以及激光復合熱源可以實現高質量的焊接,焊接強度等于或超過母材強度,主要應用在異質金屬、厚板窄間隙以及金屬-塑料的焊接領域。

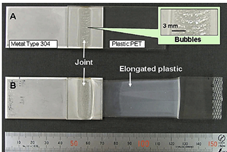
激光焊接的應用
電氣部分
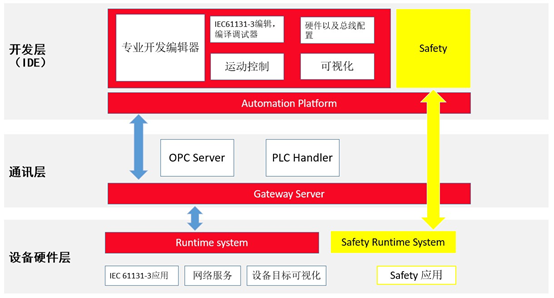
使用基于 IEC 61131-3 標準的編程開發工具
完善的在線編程和離線編程流程、可視化界面編程,強大的運動控制功能。
集邏輯控制,HMI,運動控制于一體
采用面向對象的模塊化編程方式,完善的設備模塊庫
標準化圖紙和元器件庫,縮短設備制造和調試周期
機械部分
機械設計部分:
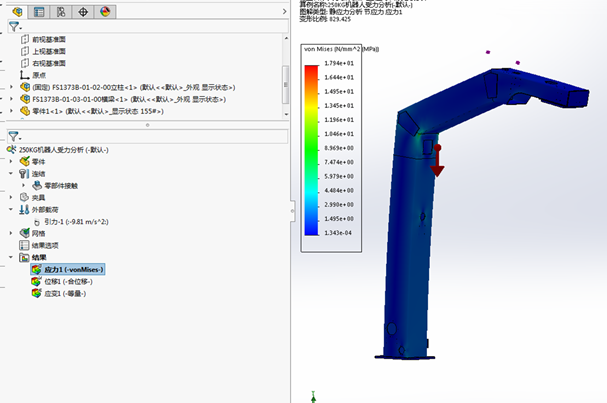
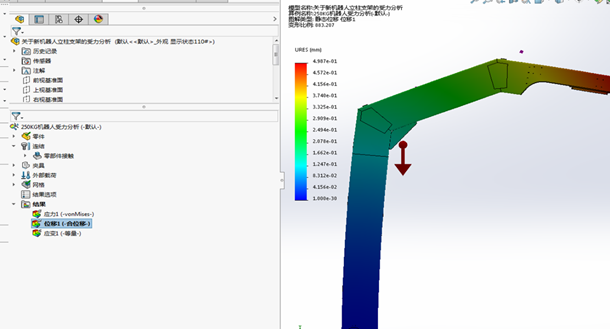
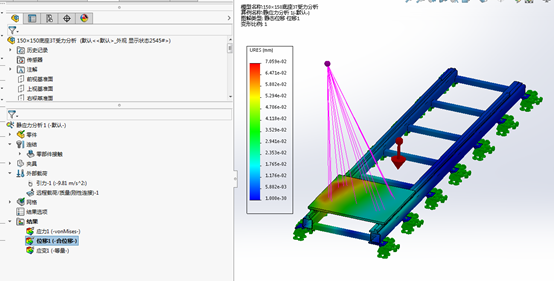
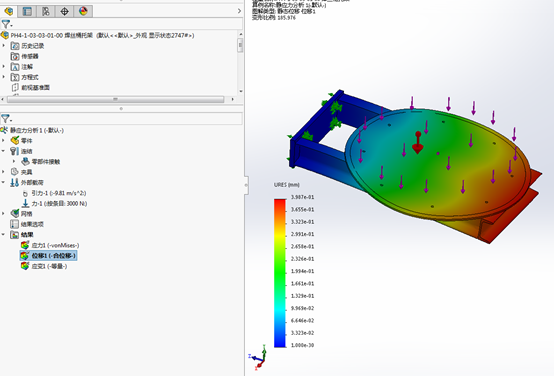
遵循有限元受力分析,有限元分析(FEA,Finite Element Analysis)利用數學近似的方法對真實物理系統(幾何和載荷工況)進行模擬。利用簡單而又相互作用的元素(即單元),就可以用有限數量的未知量去逼近無限未知量的真實系統。
有限元受力作用
有限元分析縮寫:CAE,即計算機輔助工程,主要作用有以下七方面:
1,增加設計功能,借助計算機分析計算,確保產品設計的合理性,減少設計成本;
2,縮短設計和分析的循環周期;
3,CAE分析起到的“虛擬樣機”作用在很大程度上替代了傳統設計中資源消耗極大的“物理樣機驗證設計”過程,虛擬樣機作用能預測產品在整個生命周期內的可靠性;
4,采用優化設計,找出產品設計最佳方案,降低材料的消耗或成本;
5,在產品制造或工程施工前預先發現潛在的問題;
6,模擬各種試驗方案,減少試驗時間和經費;
7,進行機械事故分析,查找事故原因。
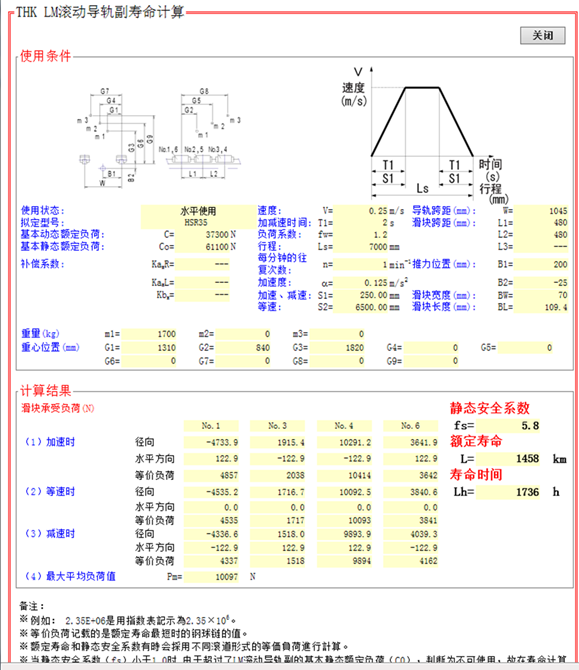
導軌壽命計算:
通過科學的計算,可以根據客戶需求選擇更精準的導軌,既能滿足客戶需求,又能延長導軌的使用周期。